Karışımları bileşenlerine ayırma işlemleri iki sınıfta
toplanır. Birincisi difüzyonal işlemleridir; bunlar, faz değişiklikleri veya
bir fazdan diğer bir faza madde taşınmasıyla ilgilidir. Kütle transferi
konusunda bu tip işlemler ayrıntılı olarak incelenmiştir. İkinci sınıftaki
işlemler mekanik ayırmalardır; katı tanecikler veya sıvı damlacıkların
ayrılmasında kullanılan yöntemleri kapsar.
Mekanik ayırmalar heterojen karışımlara uygulanır, homojen
karışımlar için bir anlam taşımaz. Heterojen ve homojen karışımlar arasında yer
alan kolloidal maddeler ( 0.1 mikron) bu kısımda anlatılacak yöntemlerle
ayrılamaz. Mekanik ayırma teknikleri, tanecikler arasındaki büyüklük, şekil
veya yoğunluk farklarına dayanır; gazlardan katıların, gazlardan sıvı
damlacıklarının, katılardan katıların, sıvılardan katıların ayrılması işlemleri
değişik ayırma metotlarıyla gerçekleştirilebilir. Tanecik büyüklüğü 0.1
mikrondan fazla olmalıdır. Mekanik ayırma genel olarak iki grupta toplanır;
eleme, süzme.
Özel durumlarda, maddenin elektrik veya magnetik
özelliklerinden yararlanılan başka ayırma yöntemleri de vardır, ancak burada
sadece eleme ve süzme konuları üzerinde durulacaktır.
ELEME
Eleme işlemi, taneciklerin sadece büyüklüğüne dayanan bir
ayırma yöntemidir. Endüstriyel uygulamada katı tanecikler uygun bir elek
üzerine konulur, elenir ve alttan alınan "ince"ler ayrılır; üste
kalanlar istenilen tane büyüklüğü şartnamesine uygun olmayan kısımdır. Tek bir
elek kullanıldığında sadece iki fraksiyon elde edilir. Amaca uygun olarak çoğu
kez bir elek serisi tercih edilir. Eleme "ıslak" veya "kuru" yapılabilir.
Burada kuru eleme işlemi incelenmiştir.
Endüstriyel elekler, metal çubuklar, delikli metal levhalar,
örgü tel kumaş doku veya ipek doku gibi malzemelerden yapılır. Bu amaçla
kullanılan metaller çelik, paslanmaz çelik, bronz, bakır, nikel ve moneldir.
Örgü eleklerin mesh büyüklükleri 4 ten 400 meshe kadar değişir.

Şekil-14: Çeşitli elek hareketleri;(a) yatay düzlemde dönme, (b) dikey
düzlemde dönme, (c) bir uçta dönme, diğerinde çalkalanma, (d) çalkalanma, (e)
mekanik titreşim, (f) elektriksel titreşim
Elek Tipleri
Eleklerin çoğunda tanecikler elek açıklığından gravite
(ağırlık) etkisiyle düşerler (bazı dizaynlarda fırça veya santrifüj kuvvetten
yararlanılır). Kaba tanecikler daha ağır
olduklarından sabit bir yüzeyde, büyük
açıklıklardan çabukça geçerler. İnce taneciklerin uygun deliklerden geçebilmeleri
için eleme yüzeyinin çalkalanması gerekir. Çalkalanma işleminde uygulanan en
yaygın yöntemler, silindirik bir eleğin yatay bir eksen etrafında döndürülmesi
veya düz bir eleğin çalkalanması, döndürülmesi, mekanik veya elektriksel
etkilerle titreştirilmesidir. Şekil-14 te tipik elek hareketleri görülmektedir.
Bu tip sistemler eğimli sabit bir iskelet içine paralel
metal çubuklar yerleştirilerek hazırlanır. Birincil kırıcılardan çıkan
malzemeler gibi kaba tanecikler ızgaranın üst kısmından girer, kalınlar eğim
boyunca çubuklar üzerinde yuvarlanıp düşerken, ızgara aralıklarından geçebilecek
iriliktekiler alta geçer ve bir kapta toplanır.
Sabit eğimli örgülü-metal elekler de aynı şekilde çalışır;
bunlar, 1/2-4 inç büyüklüğündeki taneciklerin ayrılmasında kullanılır.
Döner Elekler
Eleklerin çoğunda önce kaba taneler sonra inceler ayrılır.
Bu durum Şekil-15 teki döner-düz elekte görülmektedir. Bu tip makinelerde
birkaç donanım bulunur; elekler birbiri üzerine yerleştirilmiş ve bir kasa
içine konulmuştur. En kaba (geniş delikli) elek en üstte, en incesi (dar
delikli) en alttadır; üstten alta doğru birkaç fraksiyonun ayrılabileceği uygun
boşaltma kanalları vardır. Elenecek karışım üst eleğe konulur, taneciklerin
deliklere rastlaması için elekler ve kasa döndürülür. Şekil-15(a), yatayla
16-30 derece açı yapan, 15(b) yatay bir döner eleği göstermektedir. Açılı
eleklerin dönme hızı 600-1800 rpm, motor büyüklüğü 3 hp dır.

Şekil-15: Döner elekler; (a) ağır iş yapan dikey dönmeli, açılı,
(b) yatay dönmeli, elek tipleri
Titreşen Elekler
Küçük genliklerle titreşen eleklerde titreşim mekanik veya
elektriksel olarak sağlanır. Mekanik titreşimler, yüksek hızlı eksantriklerden
kasaya, kasadan da eleklere geçirilir. Elektrik titreşimleri ağır-iş
selenoidlerinden alınır; kasaya veya doğrudan eleklere geçirilir. Şekil-16 da
doğrudan titreştirilen bir ünite görülmektedir. Titreşimli eleklerde üçten
fazla elek kullanılmaz; dakikada 1800-3600 titreşim uygulanır.

Şekil-16: Elektrikle titreşen bir elek
SÜZME
(FİLTRASYON)
Katıların sıvılardan ayrılması ile ilgili genel sorunlar,
katıların karakterine ve karışımda bulunan katı-sıvı oranına bağlı olarak,
farklı işlemlerle çözümlenir. Katının miktarı sıvıya oranla oldukça azsa işleme
süzme (filtrasyon) adı verilir. Süspansiyon durumunda olan katının yüzdesi
yükseldikçe, işlem ya sıkıştırma (presleme) veya santrifüjleme ile
gerçekleştirilebilir. Uzaklaştırılması istenilen katının miktarı çok fazla ve
katı parçacıkları da çok küçük ise yine santrifüje baş vurulur. Süzme diye
adlandırılan işlem, katıların sıvılardan ayrılmasını sağlayan diğer işlemlerden
daha fazla önem taşır. Konunun karakteristik yanı, kullanılan cihazların hemen
hemen tümünün endüstriyel uygulamalara dayanılarak geliştirilmiş olması ve
teori ile fazla bir bağlantısı bulunmamasıdır.
Bu bölümde önemli süzgeç tiplerinin yapılışları açıklanacak
ve bir kısım süzme işleminin genel özellikleri üzerinde durulacaktır. Ayrıca,
santrifüj cihazları ile ilgili açıklamalar yapılarak kısaca teorisine
değinilecektir. Süzme teorisi ilgili oldukça fazla matematik bağıntılar
kurulmuş olmasına rağmen, mevcut teorilerin endüstriyel problemlere
uygulanmaları hala karmaşıktır. Bunun başlıca sebebi, süzülmesi istenilen katı
parçacıkların büyüklükleri, şekilleri ve özelliklerinin kesinlikle saptanabilme
zorluğudur; bunlar bir an için tespit olunsa bile, bir diğer partiye ve günden
güne değişir.
Filtrelerin
Sınıflandırılması
Çok çeşitli süzme cihazları vardır, bu nedenle bilinen
süzgeç tiplerini kapsamına alacak basit bir sınıflamanın yapılması zordur.
Aşağıdaki sınıflama, tam olmamakla beraber en önemli süzgeç tiplerini kapsar.
- Kum
filtreleri, (a) açık, (b) basınçlı
- Filtrepresler,
(a) hücreli, (b) plaka ve çerçeveli, yıkamalı (açık boşalımlı tip),
yıkamasız (kapalı boşalımlı tip)
- Levha
yapılı filtreler, (a) moore, (b) kelly, (c) sweetland
- Döner
devamlı filtreler, (a) silindirik, (b) tabaka yapılı, (c) üstten beslemeli
- santrifüjlü,
filtreler
1. Kum Filtreleri
En basit süzgeç tipidir; alt kısmı deliklidir ve gevşek bir
şekilde kumla doldurulmuştur, tahtadan yapılır ve bir fıçı şeklindedir. Bu tip
filtreler uzun zamandan beri kullanılmaktadır. Bugün kum filtreleri, daha
belirli ve standart bir şekil almıştır. Bunlar özellikle sıvılar içerisinde
bulunan az miktardaki katıların uzaklaştırılmasında kullanılırlar. Bu gibi
durumlarda minimum bir yatırım ve gider karşılığı çok büyük hacimde sıvı
süzülebilir.
Şekil-17, buhar kazanlarına verilecek veya benzer amaçlarla
kullanılacak suların süzülmesinde yararlanılan basınçlı bir kum filtresini
göstermektedir. Filtre tankının dibinde, ya ikinci bir tabana oturtulmuş veya
çok katlı bir yatağa sağlam bir şekilde bağlanmış, çok sayıda süzme başlıkları
vardır.
Başlıklar pirinçten yapılmıştır ve yan yüzeylerinde dar
yarıklar bulunur. Süzgeçlerin üzerinde birkaç santimetre yükseklikte, orta
büyüklükte, çakıl taşları veya taş kırıkları vardır. Bunun üzerinde ise, asıl
filtreyi oluşturan kum yer alır. Kum tabakasının kalınlığı 0.6-1.2 m arasında
olabilir. Süzme işlemi sırasında süzülmesi istenilen su, kum yatağının su akımı
tarafından karıştırılmasını önlemek amacıyla, kum tabakasının üstündeki bir
dağıtma levhasına gönderilir. Su, alt kısımdaki süzgeci geçerek dipte birikir
ve buradan dışarı alınır. Sıvı içerisindeki katı parçacıklar (çökeltiler),
süzmeyi yavaşlatacak şekilde bir tıkanmaya sebep olursa, ters yıkama yapılarak
parçacıklar kumdan uzaklaştırılır; işlem, yıkama suyunu süzgecin altına
göndermek ve bu suyun, aşağıdan yukarıya doğru yükselmesini ve esas giriş
borusundan dışarı çıkmasını sağlayarak uygulanır. Bu şekilde ele geçen su, bir
işe yaramayan atık sudur. Bu tip kum filtreleri sadece, yukarıda açıklanması
yapılan ters yıkama ile kumdan uzaklaştırılmaları mümkün olan katı
parçacıkların (çözeltilerin) süzülmeleri için kullanılır. Jelatin yapısında
olan veya kum taneciklerinin etrafını bir tabaka halinde saran ve ters yıkama
ile uzaklaştırılmaları mümkün olmayan katı parçacıkların sıvıdan
uzaklaştırılmaları için kum filtreler uygun değildir. Basınçlı kum
filtrelerinin boru bağlantıları standardize edilmiştir (Şekil-18).
Buhar kazanları için besleme suyu sağlayan orta büyüklükte
bir kum filtresinin kapasitesi, 8-16 litre/m2 süzme yüzeyi alanı x
dakikadır. Çok büyük hacimde suyun süzülmesi için, çok sayıda basınçlı kum
filtresine gereksinim vardır. Bu nedenle açık veya hızlı süzen kum filtresi
denilen diğer bir tip filtre geliştirilmiştir. Çalışma şekli genel olarak
Şekil-17 de gösterildiği gibidir; ancak kum, kapalı bir şekilde yapılmış
basınçlı tank yerine üstleri açık ve betondan yapılmış tanklar içerisinde
bulunur. Bu tip filtreler daha çok şehir sularının süzülmesi için kullanılır.
Ayrıca kağıt fabrikaları çok büyük hacimlerde berrak suya ihtiyaç duyarlar ve
bu gibi yerlerde de üzerleri açık kum filtrelerinin kullanımları uygun olur.


Şekil-18: Basınçlı kum filtresi
boru bağlantıları
Koagulantların
(Pıhtılaştırıcılar) Kullanılması
Uzaklaştırılması istenilen madde miktarının çok az veya
taneciklerin çok ufak olması gibi durumlarda, kum filtreleri yeterli olmaz.
Organik maddelerin bulunduğu işlemlerde, kullanılan sudan ileri gelen
bakteriyel enfeksiyon meydana gelebilir; bu amaçla kullanılan sular kum
filtrelerinden süzülerek bakterilerden kurtarılamaz. Böyle bir durumla karşılaşıldığında,
süzmeden önce, su içine bir koagulantın ilave edilmesi ve bir müddet
bekledikten sonra süzülmenin yapılması uygun olur. Koagulant ya demir(3) sülfat
veya alüminyum sülfattır. Her iki tuz da suda hidroliz olarak demir ve
alüminyum hidroksit yumaklar meydana getirirler. Bu yumaklar süspansiyon halinde katı
parçacıkları ve hatta bakterileri absorblar. Oluşan ve bir kısım maddeleri
absorblayan bu yumaklar, bir kum filtresi ile, süzülür.
2.
Basınçlı Süzgeçler (Filtrepresler)
Filtrelerin en eski standart yapım şekli filtrepreslerdir.
Bunların binlercesi endüstride kullanılmakta olup, çok değişik tipleri vardır;
fakat bu değişiklikler, özellikleri üzerinde pek az etki yapar. Bu filtrelerin
en önemli iki tipi: (a) hücreli filtreler, (b) plaka ve çerçeveli filtrelerdir.
Hücreli Filtreler
Filtrepreslerin en basit ve en ucuz tipidir. Hücreyi meydana
getiren bir levhanın önden görünüşü, Şekil-19(a) da verilmiştir. Şekilde MM
doğrusu ile gösterilen kısma ait tipik bir kesit yapısı, Şekil-19(b) de verilmiştir.
Esas dış görünüş, Şekil-19(a) daki plaka ve çerçeveli filtrepres ile aynıdır.
Dökme demirden yapılmış ağır ve sabit başlık, uygun bir çerçeveye oturtulmuştur
ve üzerine gerekli boru bağlantıları bulunur. Bu başlıktan çıkan iki yatay
çubuk, cihazın diğer ucundaki çerçeveye bağlanır. Bunlar AA kulpları yardımıyla
plakaları taşırlar.
Plakalar genel olarak dökme demirden yapılır; uzunluğu 3-90
cm (çapraz olarak) ve kalınlığı 12 mm kadardır. Dış kenarlar esas plaka
gövdesinden 10-25 mm yükseklikte bulunur. Plakalar kare veya daire şeklinde
olabilir. Her plakanın merkezinde bir delik vardır ve beslemenin yapılmış
olduğu başlık ile bağlantılıdır. Herbir plakanın üzerine, plakanın merkezindeki
delik kadar büyüklükte bir delik açılmış olan süzgeç bezi geçirilir. Süzgeç
bezi plaka üzerine bilezikler yardımı ile bağlanır; bilezikler birbirlerine ya
vidalanırlar veya geçme yoluyla kilitlenirler. Bunlar kumaşı aşağı doğru
çekerek gererler ve kumaşın (yaklaşık olarak Şekil-19(b) de gösterilene benzer)
plaka etrafında şekillenmesini sağlarlar.
Tüm plakalar kumaşla kaplandıktan sonra, hemen arkasına ağır
bir artçı plaka yerleştirilir. Plakalar, bir hidrolik basınç cihazı veya ağır
bir vida yardımıyla sıkılarak biraraya getirilirler.
Süzgeç kumaşı, birbirine komşu olan plakaların kenarları
arasında, conta vazifesi görür. Süzülmesi istenilen madde, bir pompa ile süzgeç
başlığının merkezindeki kanala gönderilir ve süzgeç bezlerinin arasındaki bütün
boşlukları doldurur.
Madde pompalanmaya devam edildiğinde, süzgeç bezini geçer ve
plakalar üzerindeki oluklardan aşağıya doğru akar, plakaların alt kısmına
açılmış deliklerden geçer ve çıkış bağlantılarına girer. Dışarı çıkışlar genel
olarak açık bir oluğa boşalır. Basınç altındaki süzgeç bezi, Şekil-19(b) de
gösterildiği gibi, plakaların yüzeyi üzerine doğru itilir.
Yükseltilmiş kenarların arasında meydana gelen boşluk,
süzgeç bezi üzerinde toplanan katı parçacıkların oluşturduğu kek tarafından
doldurulur. Kekin kalınlığı, yükseltilmiş kenarların yüksekliği ile sınırlanmıştır.
Plakalar arasındaki boşluğu dolduracak kadar kek oluştuğunda, plakaları
sıkıştıran vida gevşetilir, art plaka, taşıma çubukları üzerinde geri çekilir
ve plakalar yerlerinden çıkarılarak kekten temizlenir.
Hücreli filtrelerin çok değişik tipleri vardır. Besleme,
merkezdeki kanal yerine bir yan kanal yolu ile yapılabilir. Boşalma
bağlantıları açık bir oluk yerine kapalı bir boruya verilebilir. Bu
değişikliklerin hiçbiri çalışma ilkelerini etkilemez. Kekin süzgeç bezi üzerinden tamamen alınması
oldukça zordur ve en önemli konu, süzgeç bezlerinde meydana gelen aşınmanın
fazla olmasıdır.

Şekil-19: Hücreli filtreprese ait
bir plakanın, (b) plakanın MM nin, görünüşü
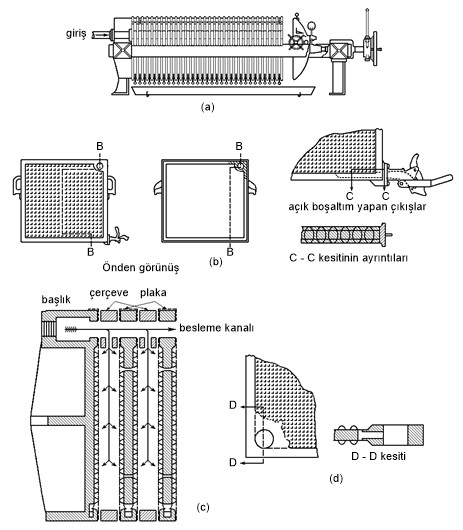
Plaka ve Çerçeveli
Basınçlı Süzgeçler
Filtrepreslerin çok kullanışlı ve geniş bir kullanım alanına
sahip olan şekli, plaka ve çerçeveli (bazan yüz-yüze plaka da denir)
filtrepreslerdir (Şekil-20a).
Plaka ve çerçeveli süzgeç, kenarları biraz yükseltilmiş
plakalar ve içleri boş çerçevelerden oluşur; malzemeler, hücreli
filtrelerdekine benzer yapıda biraraya getirilmişlerdir. Bu tip bir
filtrepresin kuruluşu sırasında her plakanın yüzü süzgeç bezi ile kaplanır,
fakat çerçeveler kaplanmaz. Süzgeç bezleri üzerine de, plaka ve çerçevelerdeki
bağlantılara uygun delikler bulunur; plaka ve çerçeveler bir araya
getirildiklerinde, bu delikler bir uçtan diğer uca uzanan kapalı kanallar
oluştururlar ve sabit başlıktaki kanala bağlanırlar. Açık olarak görünen kanal
sadece çerçevenin içerisine açıktır, plaka üzerinde böyle bir delik yoktur.
Plakaların alt kısmında, plaka yüzeylerini çıkış musluklarına bağlayan delikler
bulunur. Süzüntünün filtre dışına çıkışı Şekil-20(b) de ayrıntılı bir şekilde
gösterilmiştir. Süzülmesi istenilen madde besleme kanalı yoluyla filtreye pompalandığında
önce bütün çerçeveleri doldurur. Besleme pompası madde göndermeye devam eder ve
basınç artarsa süzüntü süzgeç bezini geçer ve plakaların yüzeyinden aşağıya
doğru akarak, boşalma musluklarıyla dışarı atılır.
Filtrepres çerçeveleri dolduğu zaman plaka ve çerçeveler
birbirlerinden ayrılır ve hücreli filtreler kısmında açıklandığı gibi temizleme
yapılır. Bu şekildeki bir filtrepresde yıkama yapılamaz; çerçevelerden
uzaklaştırılan kalıntıda bir miktar daha süzüntü vardır. Bu süzüntü istenilen
veya istenilmeyen bir madde olabilir.
Şekil-20(c) de görülen açık boşalım düzeni en çok
karşılaşılan süzme tipidir. Herbir plaka, gözle görülebilir bir miktardaki
süzüntüyü toplama oluğuna boşaltır. Bu nedenle, bir süzgeç bezi delinecek veya
süzüntü bulanık akacak olursa, cihazın bütününü çalışmadan alıkoymaksızın,
sadece plakaya ait musluk kapatılabilir.
Süzüntünün sıcak veya uçucu olması, veya başka nedenlerden
dolayı bu tip süzmenin uygun olmadığı koşullarda, süzüntüleri toplamak için
sisteme besleme kanalına benzer bir kanal eklenir. Bu şekildeki bir kanal
Şekil-20(d) de gösterilmektedir. Bu durumda süzüntü bulanık akacak olursa,
bunun hangi plakadan geldiğini öğrenmek mümkün değildir; bu, ancak cihazın
açılıp, tek tek plakaların kontrol edilmesi ile anlaşılabilir.
Yıkamalı Basınçlı
Filtreler
Plaka ve çerçeveli filtrepreslerin hücreli filtrepreslere
olan esas üstünlüğü, çökeltilerin yıkanabilmesidir. Yıkama yapabilen plaka ve
çerçeveli bir filtrepres Şekil-21a da, EE ile gösterilen kesiti Şekil-21b de
görülmektedir.
Şekil-21a da kanallarla olan bağlantıları yönünden
birbirinden farklı yapıda iki plaka vardır. Bu iki cins plakayı ve çerçeveyi
tanıyabilmek için, plakaların dışa gelen yan kenarlarına düğme şeklinde
çıkıntılar konur.
Filtrepresler 1-2-3-2-1-2-3- v.s., sırasını izleyecek
şekilde düzenlenir. Farklı kanalların sabit başlık ile ayrı ayrı bağlantıları
vardır. Şekil-21b, yukarıda açıklaması yapılan şekilde hazırlanmış bir
filtrepresi göstermektedir. Süzme esnasında yıkama kanalı, filtrepresin
başlığında bulunan bir valf yardımı ile kapatılır. Süzme işlemi, yıkama
yapmayan, plaka ve çerçeveli filtrepreslerde olduğu gibi yürür. Pratik yönden
limit değere ulaştığı ve iyice sıkışmış bir kek meydana geldiği zaman, besleme
akımı bağlantıları ile bütün üç düğmeli plaka çıkış muslukları kapatılır ve
yıkama kanalına su gönderilir. Yıkama kanalının, üç düğmeli plakaların her iki
yüzü ile bağlantıları vardır. Bu nedenle su, plaka ile bütün bu plakaların
yüzeyini örten süzgeç bezi arasına girer ve üç düğmeli plaka çıkış musluğu
kapatıldığı için, sadece kek içerisinden geçip, bir düğmeli plaka yüzeyi
üzerinde yukarıdan aşağıya doğru akar ve bu plakanın açık bırakılan musluğundan
dışarı çıkar. Şekil-20c ve 21b yi karşılaştırdığımız zaman yıkama suyunun,
kekin tüm kalınlığını geçtiğini görürüz. Halbuki süzme esnasında süzüntü,
sadece kek kalınlığının yarısını geçer. Kekin meydana getirdiği bu ilave
direnç, suyun üç düğmeli plakalar yüzeyinde düzgün bir şekilde dağılmasına ve
keki düzenli geçmesini sağlar. Bununla beraber yıkama işlemi, yıkama suyunun
girdiği köşe civarında daha iyi, diğer köşelerde ise daha zayıftır. Bunun bir
sonucu olarak pek çok filtrepreslerde iki yıkama kanalı bulunur; bunlar,
birbirlerine karşı köşelere yerleştirilmişlerdir. Filtrepres önce bir, sonra
diğer yıkama kanalı yolu ile yıkanır.
Yıkama yapabilen plaka ve çerçeveli filtrepres aynı zamanda
kapalı boşalımlı ise, iki ayrı boşalım kanalına sahip olmalıdır. Böylece üç
düğmeli plakalar yıkama sırasında kapatılabilirler. Bu şekildeki bir
plaka-çerçeve üçlüsü Şekil-22 de görülmektedir. Filtrepreslerde aynı zamanda
soğutma veya ısıtma yapan kanallar da bulunabilir.
Filtrepres yapımcılarının ürettikleri cihazlar
birbirlerinden oldukça farklı ayrıntılara sahiptir. Bütün bu farklılıklar yapı
yönündendir, ancak çalışma ilkeleri hemen hemen aynıdır.


Şekil-22: Kapalı boşalımlı bir plaka
ve çerçeveli filtrepresde yıkama işlemi
Filtrepreslerin
Yapıldıkları Malzemeler
Filtrepresler çoğunlukla dökme demirden, veya dökümü
yapılabilen herhangi bir metalden olabilir; dökme demir daha ekonomik bir
malzemedir. Dökme demiri aşındıran sıvıların süzülmesi halinde plaka çerçeveler
kurşun veya lastikle kaplanarak kullanılabilir. Tümüyle tahtadan yapılmış
filtrepresler de vardır. Tahtanın çarpılması veya çekmesi nedeniyle bu tip
filtrepreslerin bakımlarının çok iyi yapılması gerekir.
Süzgeç bezi yapımında kullanılan malzeme, bir cins pamuklu
dokumadır. İnce dokunmuş pamuklu kumaştan, kaba ve kalın dokunmuş bir yüzü
tüylü pamuklu kumaşa ve hatta çuval bezine kadar değişik dokumalar
kullanılabilir. Süzgeç bezinin ince olması istenilen bir özelliktir, fakat
basıncın bezi yırtacak kadar yüksek olduğu yerlerde, üzeri ince pamuklu kumaş
kaplanmış çuval bezi veya jüt kullanılır. Bazı yağların süzülmesinde, pamuklu
kumaş yerine süzgeç kağıdı uygundur. Fakat kağıt en ufak basınçlara bile
dayanamadığından, sağlam yapılı bir dokuma ile desteklenmelidir. Çok ince
tellerden örtülmüş metalik süzgeç bezleri yapılmışsa da, uygulaması oldukça
azdır; bunlar, daha çok levha yapısındaki filtrelerde kullanılırlar. Yeni
bulunan naylon, vinlon ve fiberglas gibi sentetik ipliklerden yapılan süzgeç
bezleri, pamuğa oranla kimyasal etkilere daha dayanıklıdırlar. Özel amaçlar
için çok sayıda süzgeç bezi tipi geliştirilmiştir. En yaygın kullanım alanı
olan filtrepresler dökme demirdendir.
3.
Levha Yapılı Filtreler
Filtrepresler değişik süzme işlemlerine iyi bir şekilde
uygulanabiliyorsa da fazla katı madde içeren büyük miktarlardaki sıvıların
süzülmelerinde ekonomik değildir. Ayrıca filtrepreslerde yapılan yıkama işlemi
sırasında kek içerisinde kanal oluştuğundan, az miktarda suyla yeterli bir
yıkama sağlanamaz.
Bu kısımda açıklamaları yapılacak olan filtre tipleri, ilk
önce metalurji endüstrisinde geliştirilmiştir ve yukarıdaki tiplerden daha az
işçilik ister. Ancak bunların ilk yatırım giderleri daha yüksektir ve genel
olarak karışık bir yapıya sahiptirler. Bu tip filtrelerin yapımı, filtre
levhalarının geliştirilmesi ile mümkün olabilmiştir.
Filtre Levhalarının
Yapısı
Bir filtre levhasının yapısı ve bağlantıları Şekil-23 de
gösterilmiştir. Filtre levhasının çekirdek kısmı, yuvarlak veya dikdörtgen
kesitli, kalınlığı fazla, geniş delikli ve çift kıvrımlı kaba bir tel elektir.
Bunun üzerine, çoğunlukla destekleme amacı ile daha ince dokunmuş ikinci bir
tel elek konulur, fakat bu durumda bile süzme için yeterli bir yapı elde
edilemez. Bunların dış kenarları boyunca yer alan, U şeklinde bir kesite sahip
ve hafif metalden yapılmış bir kenarlık, kaba ve ince elekleri birbirine
bağlar. Bağlama kısmına, süzüntünün uzaklaştırılması ve filtre levhasının
asılmasını sağlayan bir nipel tutturulmuştur. Filtre tabakası üzerine bir
süzgeç bezi geçirilmiştir; bu bez, tabaka kenarlarına sıkı bir şekilde
dikilmiştir ve nipel çevresini saran bir yakalıkla tutturulmuştur.
Telden örülmüş süzgeç bezi, modern filtrelerde çok
kullanılır. Basit bir şekilde örülmüş tel süzgeç bezleriyle çok ince bir yapı
elde edilemez. Çok ince örülenlerin ise yeterli dayanıklılığa sahip olmadıkları
görülür. Metalik filtreler, gevşek bir şekilde bükülmüş standart tellerden
mümkün olduğu kadar sık bir şekilde örülür. Telden yapılmış süzgeç bezleri, sıkı
bir tabaka meydana getirilecek şekilde dikilemediklerinden, yukarıda açıklanan
U kesitli bir bağlayıcı kullanılır. Metalik süzgeç bezleri Şekil-23(b) de
görülen çevresel kelepçelerle güvenli hale getirilir.
Her filtre levhası için bir gözetleme penceresi ve bir valf
bulunur. Süzüntünün bulanık geçtiği görüldüğü an valf kapatılır. Bu durum ve
filtre levhasının güvenlik altına alınması, Şekil-23(c) de görüldüğü gibi
yapılır. Süzgeç gövdesi üzerine oturtulmuş yakalık (bilezik) içerisinden geçen
nipel, başlık somunuyla sıkıştırılır.
Filtre kabuğunun iç kısmı ile nipel arası ve nipelle başlık somunu
arası, contalar yardımı ile sıkı bir şekilde bağlanır. Nipel ve boşalım borusu
arasına valflar ve gözetleme camı konulmuştur. Gözetleme camı, salmastra kutuları
(sızdırmazlık kutuları) arasında yer alır. Üst valftan, alt boşaltma valfına
uzanan bir bağlantı vardır.

Şekil-23: (a), (b) Filtre levhalarının yapılarını, (c) levhaların bağlantılarını, gösteren şematik diyagramlar
Moore Filtresi
Moore filtresi, orijinal bir levhalı filtredir; siyanür
prosesi uygulanmış maden filizlerinin süzülmeleri için geliştirilmiştir. Filtre
levhaları dikdörtgen şeklinde ve 3x4,5 m boylarındadır. Bu filtre levhalarından
birkaç tanesi (100 kadar) bir çerçeveye asılır ve boşaltım bağlantılarının
hepsi, genel bir boşaltım borusuna bağlanır. Bunların hepsine birden, filtre
sepeti adı verilir ve hareketli bir vince (kreyne) asılı durumda bulunur
(Şekil-24).
Süzülmesi istenilen madde, dikdörtgen tankların ilk sırasına
pompalanır. Filtre sepeti bu tank içerisine daldırılır; sepet boşalım borusu,
boşalım başlığına bir boru ile bağlanarak filtre levhalarına emme uygulanır.
İstenilen kalınlıkta kek oluştuğu zaman sepetin tümü ve kek (emmeyi
kesmeksizin) tanktan çıkarılır ve içerisinde yıkama çözeltisi bulunan ikinci
bir tanka doldurulur. Bir veya birkaç yıkama (derişik çözelti, seyreltik
çözelti ve su) yapılabilir. Her yıkama için, sepet tanktan çıkarılır ve diğer
tanka daldırılır. Son olarak, sepetinin iç kısmına basınçlı hava verilir.
Böylece kek, filtre sepetinden uzaklaştırılmış olur. Filtre levhası su ile
iyice yıkanır ve kek suyla tanktan alınır.
Bu filtrelerin değiştirilmiş bir şekline Butters filtresi
adı verilir; tek bir tank ve sabit bir sepet kullanılır; yukarıda açıklamaları
yapılan işlemlerin tümü bu tank içinde yapılır.
Uzun yıllar Moore filtresi eski bir tip olarak düşünülmüşse
de, son yıllarda hem çözeltinin ve hem de katının çok fazla olduğu hallerde en
ucuz süzme metodu olduğu görülmüştür.

Kelly Filtresi
Levhalı filtrelerin diğer bir şeklinde levhalar, basınçlı
bir tank içerisindedir ve levha boşalım borusu tankın baş kısmından dışarı
alınır. Levhalar tank aksına (miline) düşey ve paraleldir. Başlık kısmı tanka,
çabuk açılır bir cihazla bağlanır; bu cihaz levhaların tutulduğu bir çerçeveyi
taşır. Tank hemen hemen yatay bir şekilde yerleştirilir ve bir ucunda, tortunun
toplanması için bir çukurluk vardır. Kristal-ana çözeltisi karışımı veya yıkama
suyu tanka istenilen şekilde pompalanır. Kek birikip yıkandıktan sonra, başlık
kısmı serbest bir duruma getirilir ve tortu çukuru üzerindeki filtre levhası
katlanarak kaldırılır. Kekin filtre levhasından uzaklaştırılarak tortu çukuruna
dökülmesi basınçlı hava ile yapılır. Ağırlık denkleştirilmesi, filtre levhası
ve kek ağırlığı denk ağırlıktan fazla olacak, fakat filtre levhası ağırlığından
kek ağırlığını çıkardığımız zaman elde edilen ağırlıktan az olacak şekilde
yapılır.
Bir zamanlar Kelly filtreleri başarılı olmuşsa da, bugün
daha kullanışlı filtreler bulunduğundan fazla kullanılmamaktadır.
Sweetland Filtresi
Sweetland filtresi levhalı basınçlı filtrelerin
geliştirilmiş bir tipidir. Bu filtreyi gösteren şematik diyagramlar Şekil-25(a)
ve 25(b) de görülmektedir. Cihaz, esas olarak yatay bir silindirden meydana
gelir; silindirin üst yarısı sabittir, alt yarı bir yanından menteşeli ve
açılabilir yapıdadır. Filtre levhaları daire şeklindedir ve çaprazlama
dizilmişlerdir. Bu, belirli bir filtre için fabrika deposunda sadece bir
büyüklüğe sahip filtre levhalarının bulundurulması demektir. Oysa, Kelly
filtrelerinde farklı büyüklüklerde filtre levhalarının bulundurulma zorunluluğu
vardır. Filtre levhaları filtre gövdesinin üst yarısına asılıdır. Süzülmesi
istenilen karışım, filtrenin alt kısmında yer alan besleme kanalına pompalanır
ve delikli bir levha (dağıtma plakası) yardımı ile dağıtım yapılır. Süzüntü,
filtre levhalarının yan yüzeylerinden iç kısma geçer.
Her filtre levhası süzüntüyü, üzerinde bir gözetleme
penceresi bulunan bir boruyla genel boşalım borusuna gönderir. Süzüntüyü
taşıyan ana boru filtre gövdesinin üst kısmında ve ona bağlanmadan yer
alabilir. Bu durumda gözetleme camları yataydır ve kontrolleri kolaydır. Süzme
işlemi tamamlandığında süzüntünün geçtiği yollardan yıkama suyu gönderilir.
Şekil-25(b) nin sağındaki eksantrik (salgılı kasnak) gevşetilerek filtre
boşaltılır. Bunun için silindirin alt yarısı açılır ve şekil-25(b) nin sol üst
köşesinde bulunan kanalla su pompalanarak, kek filtre levhalarından
uzaklaştırılır. Yıkama başlığı, dişliler ve el çarkı ile döndürülebilir ve nozuldan çıkan su jeti, filtre levhasının
tümünü iyi bir şekilde yıkar. Kekin filtre levhalarından uzaklaştırılması,
filtre alt yarısı açılmadan da yapılabilir. Kekin yıkama suyu yardımı ile
filtre levhalarından uzaklaştırılması, şekilde gösterilen kanal (çıkış) yoluyla
yapılır.
Sweetland filtreleri birim zemin yüzeyinde büyük süzme
alanına sahiptirler, yıkama randımanları iyidir, işletme giderleri düşüktür ve
filtrenin kullanılmayan alanı oldukça azdır.

Şekil-25: Sweetland filtresinin, (a)
önden görünüşü, (b) kesiti
4. Döner Devamlı Filtreler
Şimdiye kadar anlatılan süzme cihazları süreksiz çalışırlar;
bu durum filtre için bir dezavantajdır. Yaklaşık olarak 1906 yılında ilk döner
devamlı filtre olan Oliver filtresi yapılmıştır. Daha sonra Oliver filtresinin
prensiplerini kullanıp, sadece yapılış şeklinde ufak değişiklikler yaparak,
birbirinden farklı döner silindirik filtreler geliştirilmiştir. Döner
silindirli filtrelerden başka, döner devamlı filtreler de vardır, fakat
kullanım alanları döner silindirli filtrelerden daha azdır. Bunların bir
tipinde yatay bir şaft üzerinde, şaft eksenine dik filtre levhaları bulunur.
Şaft dönerken filtre levhaları süzülecek çözelti içerisine dalar, çıkar,
kuruyuncaya kadar emilir ve üzerindeki kekten kurtarılır. Diğer bir tipte, alt
kısmı büyük radyal filtre levhalarından yapılmış, çapı büyük döner bir yatay
disk bulunur. Süzülecek karışım bir noktada bu plaka üzerine dökülür, süzülür,
yıkanır ve kek kazıyıcılar yardımı ile uzaklaştırılır. Döner silindirli
filtreler, döner devamlı filtrelerin en önemli tipidir.
Döner silindirli bir filtre (Şekil-26), levha şeklindeki bir
metalden yapılmış bir silindirdir; silindirin çapı 3.0-4,5 m, uzunluğu 3.0-6 m
arasındadır ve bir silindir yatağı tarafından taşınır. Süzülecek sıvı bir tank
içerisinde bulundurulur. Silindirin yüzeyi, silindir eksenine paralel ve
silindir gövdesine kaynaklanmış bantlarla kısımlara ayrılmıştır. Bantlar
arasına, süzgeç bezini filtre yüzeyinden uzak tutmak için, bir cins yapı tipi
konulmuştur. Şekil-26 de bu iş oluklu metalden dar bantlarla yapılır. Bunların
üzerine, tel elekten veya üzerinde yarıklar bulunan bir metalden bir levha (F)
yerleştirilir ve bağlanır. Bunlar süzgeç bezi ile örtülür ve süzgeç bezi spiral
bir tel ile sarılır. Süzgeç bezi ayırma bantlarının oyukları içine
kalafatlanabilir.
Her bölümde yer alan bir veya birkaç boru, silindir
yatağının bir ucunu kapayan plaka üzerindeki deliklere bağlanmıştır; kapak
plakası değiştirilebilir bir koruma levhası ile desteklenmiştir. K ve L
delikleri aynıdır. Sabit olan valf plakası (M) ile, süzüntü toplayıcısı (kısmi
vakum altında olan) arasında bağlantılar vardır. Sabit plaka üzerinde aynı
zamanda basınçlı hava için de bağlantılar bulunur.
Silindir çok yavaş, 1 rpm den daha az hızla bir motor
tarafından döndürülür. Motor sonsuz şaftı (hız azaltıcı ve değiştirici bir
takım cihazlar yardımı ile) ve şaft da, sonsuz dişli yardımıyla silindiri
hareket ettirir. Yataklar üzerinde bulunan millere asılmış bir karıştırıcı,
motor ve hız azaltma düzeni, şaft, kranklar, hareket çubuğu ve üç köşeli krank
manivelasıyla sallanma hareketi kazanır. Silindir dönmeye başlar ve dönerken
bir bölümü süzülecek sıvı içine dalar. Valf plakası ile ilişkisi bulunan ve
değiştirilebilir plakadan geçen o bölüme ait boru, vakuma bağlanır. Böylelikle
kek oluşur ve süzüntü, vakum başlığından geçerek, süzüntü toplayıcılarına
gider. Su püskürtücüler keki yıkar. Valflar, süzüntü ve yıkama suyu, ayrı ayrı
toplanacak veya bir akım halinde birleştirilecek şekilde yapılmıştır. Yıkama tamamlandıktan
sonra, keke, vakuma uygulanır ve bu kısma ait boru (J), valf plakası üzerindeki
basınçlı hava borusuna bağlanır; hava üflenerek kek, süzgeç bezinden ayrılır ve
sonra kazıyıcı bıçak ile süzgeç bezinden uzaklaştırılır.

Şekil-26: Bir döner silindirli
filtrenin şematik görünümü

Valfın yapısı Şekil-27 de şematik olarak gösterilmiştir.
Valf tabanı veya koruma levhası silindire bağlıdır, onunla birlikte döner ve
değiştirilebilir özelliktedir. Farklı kısımlara bağlanmış olan borular, bu valf
tabanına açılırlar. Valf tabanındaki her delik, silindirin bir kısmına aittir.
Sabit plaka, valf tabanına sıkı bir şekilde bastırılmıştır ve silindirle
birlikte dönmez. Bu plakanın süzüntü veya yıkama suyu çıkışları için
bağlantıları vardır.
Bağlantılar süzüntü toplayıcılarına, onlar da emmeyi
sağlayan vakum pompasına bağlanmıştır. Sabit plaka çevresindeki bir kanal, valf
tabanı üzerindeki delikli plaka ile birbirlerine uygun gelecek şekilde
birleştirilmiştir. Bu kanal, Şekilde iki kısma bölünmüş olarak gösterilmiştir;
kısımlardan biri süzüntü çıkışına, diğeri yıkama suyu çıkışına bağlıdır. İki
kısım arasındaki bölme, sıkı bir şekilde birbirlerine uyan takozlardan
yapılmıştır; takozların durumu süzüntü ve yıkama suyu arasındaki ayırımı
düzenlemek amacıyla değiştirilebilir. Basınçlı hava, sabit plakanın bir yüzeyinde
bulunan, küçük üfleme deliğine bağlanır. Valf tabanı döndükçe filtrenin çeşitli
kısımları ile bağlantıya giren borular peşpeşe, önce süzüntü kanalının altına,
sonra yıkama kanalının altına ve en sonra da üfleme kanalının altına girerler.
Süzüntü ve yıkama suyu ayrı ayrı toplanabilir, fakat birleştirilmeleri daha
uygundur.
Şekil-28 döner silindirli filtrenin bir kısmına ait dönüşü
şematik olarak göstermektedir. Süzüntünün uzaklaştırılma periyodu sırasında
kekten, oldukça fazla miktarda süzüntü emilir. Yıkama suyu, bir veya birkaç
sıra yıkama nozulundan verilebilir; bu nedenle, yıkama kısmı Şekil-28 de
gösterilenden daha geniş olabilir.
Yıkama suyunun uzaklaştırılma devresi yeteri kadar uzun
tutularak, (örneğin tuz için) içinden oldukça fazla miktarda hava geçirilir.
Üfleme periyodu kısa tutulur ve çoğu kez hava yerine su buharı verilir. Hava
süzme ortamının (bez veya levha) soğumasına ve oluşan kristallerin (süzüntünün
soğuması ve buharlaşması nedeniyle), filtre yüzeyine yapışmasına yol açar.
Döner silindirli filtrelerin bir kısmında, özellikle
yapışkan kek ile çalışanlarda, tel tel boşaltma yöntemi uygulanır. Filtre, çok
sayıda sonsuz banttan oluşmuştur ve bantlar arasında 12 mm açıklık bulunur;
bantlar, süzgeç bezinin üzerinden ve filtre silindirin etrafından geçerler.
Sonsuz bantlar kazıyıcı bıçağa yaklaştıkları zaman, ufak çapa sahip ayrı bir
silindir yardımıyla, esas filtre silindirinden ayrılırlar. Bantlara yapışan
kek, bu borularla birlikte filtre silindirini terk eder ve bantlar küçük silindir
üzerinden geçerken, kek parçalanır. Bantlar, kazıyıcı bıçağın hemen altındaki
bir yerde bulunan ikinci bir ufak silindir üzerinden geçer ve bu, maddeyi ana
silindir yüzeyi üzerine gönderir. Tel tel boşaltma uygulandığı zaman, kazıyıcı
bıçak kullanılmaz. Bazı hallerde bantlardan kurtulan kek, bir tünel kurutucu
içinden geçen bir taşıma bandına boşaltırlar.
Tel tel boşaltmanın uygulandığı birçok durumlarda, filtreye,
silindir çevresinin dörtte biri veya daha fazlasını kaplayan ve kek üzerinde
yürüyen kısa ve sonsuz bir bant eklenir. Bant, filtre silindiri üzerindeki ufak
silindirler üzerinden geçerek, dolanımını tamamlar. Yay ile gerilmiş ufak
silindirler yardımıyla kek üzerine bir basınç yapılır ve bant keke
yapıştırılır; böylece kekin sıkışması ve sudan daha iyi temizlenmesi sağlanır.
Döner devamlı filtreler her türlü süzme işlemini yapabilecek
şekilde geliştirilmişlerdir. 3-6 mm kalınlıkta kek meydana getirebilecek, çok
ufak taneli veya jelatin yapısındaki çökeltilerin süzülmesinden, 10 cm
kalınlıkta kek meydana getiren tuz çökeltilerinin süzülmesine kadar uzanan
geniş bir kullanılma alanına sahiptirler. Çözelti sıcak olduğunda filtrenin
çalıştırılması her ne kadar zorsa da, kaynama sıcaklığı yakınında bulunan
çözeltileri bile bunlara süzmek mümkündür. Tuz gibi gözenekli yapıdaki kekler
durumunda az bir basınç düşüşüyle büyük hacimlerde hava kek içinden geçirilir.
Çok büyük çıkışlı valflar kullanılır; valf disklerinin çapları, filtre
silindirin çapı ile karşılaştırılabilecek kadar büyüktür. Filtre silindirinin
altındaki tankta bulunan sıvıdaki katı parçacıklar çökelme eğilimi gösterirler
ve bundan dolayı, bu tip filtrelerin pek çoğunda çözeltileri süspansiyon
halinde tutmak için uygun bir karıştırıcı kullanılır. Ağır maddeler durumunda
mekanik karıştırıcıların yerine, çökeltinin karıştırılması süzüntü jeti ile
sağlanır.
Üstten Beslemeli
Filtreler
Kaba yapılı kristalize maddelerle granül yapısındaki
çökeltiler, standart döner silindirli vakum filtresinde süzülemezler; çünkü bu
koşullarda silindirin alt kısmında kek oluşumu çok zorlaşır. Bu gibi maddeler
için üstten beslemeli filtreler (Şekil-29) kullanılır.
Filtre silindiri(A), Şekil-26 de açıklanana benzer bir süzme
yüzeyine sahiptir. Süzüntü bölümleri, çevre etrafında toplanmış derinliği az
bölümler olmak yerine, filtre silindirin bütününü dolduran bölümler halindedir.
Filtre silindirin tümü, Şekil-26 deki bantlar(D) yerine, merkezden çevreye
doğru uzanan bölmelerle, kama şekilli kısımlara ayrılmıştır. Kama şekilli bu
bölmelerin her birinin alt kısmında bir çıkış deliği(C) bulunur.
Üstten beslemeli filtrelerde valf plakası yoktur; her delik
süzüntüyü, dönme sırasında boşaltma kabına gönderilir. Boşaltma kabında
toplanan süzüntü depolama tankına akar. Barometrik sızdırmazlık sağlamak
amacıyla filtrenin altındaki süzüntü depolama tankının yeterli uzaklıkta
bulunması gerekir. Hava püskürtülmüş zerrecikler, ilk sıçrama tutucusuna
teğetsel bir giriş borusu ile geçer ve gerekirse ikinci bir zerrecik tutucusu
konulur.

Şekil-29: Üstten beslemeli bir
filtrenin şematik diyagramı
Bu cihaz, damlacık tutucularına benzer bir yapıdadır.
Buradan geçen hava bir üflece(H) girer ve hava susturucusu yoluyla dışarı
atılır.
Boru içinde taşınabilir durumda olan süzülecek madde,
besleme kapısından cihaza girer ve filtre silindiri yüzeyine yayılır; meydana
gelen kek yeterli bir gözenekliğe sahip olduğundan, süzme işlemi kısa bir
zamanda tamamlanır. Sonra L püskürtücüsünden püskürtülen su ile hafif bir
yıkama işlemi yapılır ve kek tekrar kurutulur. Filtre silindirinin tümü,
metalden bir koruyucu içindedir. Üfleç tarafından meydana getirilen emme, N
bağlantıları yoluyla bu koruyucu içinden sıcak hava akımının geçmesini sağlar.
Hava uygun bir ısıtıcıda (doğrudan doğruya gaz veya sıvı bir yakıtla) birkaç
yüz dereceye kadar ısıtılabilir. Kurumuş kristallerin dış tabakası P kazıyıcısı
ile ve geri kalan kısımlar Q kazıyıcısı ile filtre yüzeyinden alınır. R
nozulundan püskürtülen süzüntü jeti, süzgeç yüzeyini olduğu kadar yüzeye
yapışıp kalan kristalleri de yıkar. Her iki kazıyıcının filtre yüzeyinden
aldığı kristaller filtre alt kısmına düşer, vidalı bir konveyör ile taşınır ve
T borusuyla cihaz dışına atılır.
5.
Santrifüjlü Filtreler
Gözenekli (poröz), kek oluşturulabilen katılar sıvılardan
santrifüjlü süzme yoluyla ayrılabilirler. Katı-sıvı karışımı (slury), delikli
duvarları olan ve dönen bir sepete beslenir. Delikli duvar metal veya kanaviçe
tipte bir bezle kaplanmıştır. Santrifüj kuvvetlerin yarattığı basınç sıvının
süzme ortamından geçmesini sağlar; katı kısım bez veya gözenekli metal üzerinde
kalır. Besleme kesildiğinde sepet kısa bir süre daha döner ve katı kısımda
kalan sıvının büyük kısmı filtreden geçer; böylece bir filtre press veya
vakumlu filtreden daha kuru bir kek elde edilir. Bundan sonra kekin ısıl
anlamda kurutulma işlemi yapıldığında önemli derecede enerji tasarrufu
sağlanmış olur.
Santrifüj filtreler. (a) asılı ve süreksiz, (b) otomatik
kısa-süreli ve süreksiz, (c) otomatik sürekli konveyer tipte olmak üzere
başlıca üç grupta toplanabilir. Asılı tipte cihazlarda süzme ortamı kanaviçe
dokulu veya yün kaplı metaldir. Otomatik sistemlerde ince metal elekler
kullanılırken, konveyör santrifüjlerde süzme ortamı, delikli olan sepet
duvarıdır.
Asılı Tip Süreksiz
Santrifüjler
Endüstride kullanılan üstten asılı bir santrifüj cihazı
Şekil-30 da görülmektedir. Delikli sepet 30-48 in çapında, 18-30 in
derinliğinde, dönme hızı 600-1800 rpm aralığında olabilir. Döndürme şaftı,
doğrudan sepete bağlanmıştır. Sepet duvarı filtre ortamı ile kaplıdır. Besleme
karışımı şekilde görülen uçtan verilir. Süzüntü filtre ortamından geçer ve
boşaltma borusuyla dışarı çıkarılır. Sepetin içinde kalan katı kısım 2-6 inç
kalınlığındadır. Katıdan yıkama sıvısı geçirilerek kalan sıvı kısmın da
alınması sağlanır. Sonra kekin mümkün olduğu kadar kurutulması için daha yüksek
dönme hızları uygulanır. İşlem bitince motor bir fren sistemiyle durdurulur.
Sepet 30-50 rpm gibi çok düşük bir hızla dönerken, bir bıçak
yardımıyla katı kısım filtre ortamından ayrılır, sepet içinde toplanır ve
dışarı alınır. Filtre bezi temizlenerek yeni bir süzme işlemine hazırlanır.
Üstten asma sepetli santrifüjler şeker rafinasyonunda çok
kullanılır. Herbir yük için 2-3 dakika gibi kısa süreli bir çalışma yeterlidir.
Saatteki süzme kapasitesi 5 ton dolayındadır. Şeker endüstrisi dışındaki
uygulamalarda 10-30 dakikalık çalışma periyotları ve 700-4000 lb katı/saat
kapasiteler de kullanılmaktadır.

Şekil-30: Üstten asma sepetli bir santrifüjün şematik görünümü
Otomatik Süreksiz
(kesikli) Santrifüjler
Şekil-31 de kısa-süreli, kesikli ve otomatik bir santrifüj
görülmektedir. Böyle bir makinede sepet, yatay bir eksen etrafında sabit hızla
döner Besleme karışımı, yıkama sıvısı ve elek çalkalama sıvısı, belirli zaman
aralıklarıyla sepete sırayla verilir. Periyodik olarak yükselen bir bıçak,
toplanan keki keserek boşaltma oluğuna gönderir. Çalışma sırası süreleri bir
zaman ayarlayıcı ve selenoidli valfla sağlanır. İstenildiğinde bu süreler
artırılıp azaltılabilir.
Sepet, 20-42 in çapındadır. Bu santrifüjler serbest-akışlı
kristallerin süzülmesinde yüksek verimlidirler. 150 mesh den ince ince taneler
içeren karışımların süzülmesinde uygun değillerdir. Kaba kristaller durumunda
çalışma süreleri 35-90 saniye kadar kısadır; bu nedenle sürekli üretim
tesislerinde kullanılabilirler. Ayrılan katı kısmın miktarı az olacağından,
yıkama ve temizleme için gereken sıvı da fazla olmaz. Bu tip sistemlerde kesici
bıçağın kristalleri bozma veya parçalama olasılığı fazladır.

Şekil-31: Otomatik kesikli bir
santrifüjün şematik diyagramı
Sürekli Santrifüjler
Kaba kristallerin sürekli santrifüj işlemiyle ayrıldığı
pistonlu konveyör (taşıyıcı) tip bir santrifüj Şekil-32 de görülmektedir.
Santrifüj sepeti deliklidir ve döner; besleme döner bir huniden yapılır. Böyle
bir huni kullanılmasının amacı, beslemeyi kesmeden hızlandırmaktır. Besleme
karışımı, sepetin döndüğü eksendeki sabit bir borudan huninin küçük ucuna
verilir, buradan büyük uca kadar giderken akış hızı artar ve sepete girer.
Sepet duvarı yünlü bir metal yüzeyle kaplıdır. Oluşan kek 1-3 in
kalınlığındadır. Bu tabakanın filtre yüzeyinden ayrılması pistonlu bir iticiyle
sağlanır. İtici darbeler uygulayarak kristallerin süzme yüzeyinden ayrılıp
sepete düşmesini sağlar. Sepetteki katı kısım toplayıcıya akar.

Şekil-32: Pistonlu-konveyör (taşımalı) tip sürekli bir
santrifüj
Süzme İşlemi
Endüstride karşılaşılan süzülecek maddeler tanecik (granül)
yapısında, bastırılamaz halde, kolaylıkla süzülebilen veya yapışma karakteri
gösteren cinste, bastırılabilen kolloidler halinde, süzgeç bezini veya filtre
levhasını tıkayacak tipte ve daha farklı durumlarda olabilir. Süzülecek
maddenin (bulamaç, hamur veya süspansiyon) en önemli özelliği yapısıdır.
Örneğin, tanecik yapısında, serbest veya kolloidal yapıda, veya yoğun tipte olabilir.
Baryum sülfat veya kalsiyum karbonat çökeltilerinin süzülmeleri, demir(3)
hidroksitin süzülmesinden farklıdır. Süzülecek maddelerin ikinci önemli
özelliği de, bastırılıp bastırılmamasıdır. Süzülmesi istenilen madde
bastırılamayacak karakterde ise, kekin göstereceği direnç basınca önemli
derecede bağlı olmayacaktır. Oysa madde bastırılabilir bir karakterde olursa,
birim kalınlıkta kekin göstereceği direnç, basınç arttıkça hızla artar. Genel
olarak, tanecik yapısındaki çökeltiler hemen hemen bastırılamaz bir karakter gösterirler.
Basıncın Etkisi
Genel olarak süzgeç bezinin kendisi, nadiren de olsa, gerçek
bir süzme ortamıdır. Süzgeç bezlerinin ve çökelti parçacıklarının
fotomikrografik (mikroskopla büyütülmüş şeylerin fotoğrafını çekmek)
incelenmesi, çökeltilerdeki ortalama parçacık büyüklüğünün süzgeç bezlerinin
ortalama gözenek büyüklüğünden oldukça küçük olduğunu göstermiştir. Gerçek
süzme ortamı, süzgecin yüzeyi üzerine oturan ilk çökelti taneciklerinin meydana
getirmiş oldukları tabakadır. Bu sebeple, ilk tabakanın meydana gelmesi süzme
işleminin güvenliği yönünden büyük önem taşır.
Basınç altında çalışan levhalı filtreler (filtrepresler),
çok sayıdaki yöntemlerden biriyle çalıştırılabilirler. Bunların içinde en basit
olanı, süzme işleminin başlangıcında uygulanan basıncın, işlemin sonuna kadar
sabit tutulduğu durumdur. Yöntemin dezavantajları vardır. Bunlardan birincisi,
başlangıç basıncının yüksek olması halinde süzgeç bezi veya levhası tarafından
tutulan çökelti parçacıklarının gözenekleri sıkı bir şekilde tıkaması ve süzme
işleminin geri kalan kısmında düşük bir süzüntü debisine yol açmasıdır. İkinci
dezavantaj, çökelti parçacıklarının homojen bir yapı ve büyüklük göstermemeleri
(kristal ve kolloidal yapıda parçacıkların bir arada bulunmaları) halidir; bu
durumda yüksek basınç, çökeltinin kolloidal kısmını, kristal kısım tarafından
oluşturulan ilk çökelti tabakası arasındaki boşlukları doldurmaya zorlar ve
süzüntü debisinin önemli derecede azalmasına sebep olur. Diğer taraftan
başlangıçtaki basınç düşük tutulacak olursa, çökelmiş tanecikler tarafından
süzgeç ortamı üzerinde meydana getirilen ilk tabaka gevşek yapılı ve gözenekli
(poröz) olur, yüksek bir süzüntü debisi elde edilir. Bu durumda çökelti tabakası,
süzgeç bezinin veya levhasının deliklerini doldurmaz ve oluşan kekin süzgeç
bezinden temiz bir şekilde ve kolaylıkla alınması mümkün olur. Başlangıç
basıncının düşük olması, filtreden geçecek ilk süzüntünün bir miktar bulanık olmasına
yol açar. Ancak bulanıklık çok kısa sürer, buna karşılık yüksek bir süzme
debisi ve dolayısıyla büyük bir süzme kapasitesi elde edilir.
Diğer bir yöntem düşük basınçla başlayıp, kek tarafından
gittikçe arttırılan dirence karşı devamlı basınç arttırarak, hemen hemen sabit
bir süzüntü debisi elde etmek ve süzme işleminin sonunda maksimum basınca
erişmektir. Bu metodun güçlüğü, maksimum basınca süzme işleminin sonunda
ulaşılması ve bu nedenle, süzme işleminin büyük bir kısmında maksimum
kapasitenin altında bir kapasiteyle çalışılmasıdır. Bugün yaygın olan ve sabit
basınçta süzme işleminin güçlüklerini kaldıran diğer bir yöntem şu şekildedir:
süzmenin ilk kısmında sabit süzüntü debisi elde edilecek şekilde basınç
uygulanır; süzgeç bezi kek tarafından iyice örtülüp, süzüntü berrak bir şekilde
geçmeye başlayınca, basınç maksimum değerine yükseltilir ve süzme bu sabit
basınç altında tamamlanır. Süzme işleminin sabit basınçta veya sabit debide
yapılmasının relatif üstünlüğü, çökeltinin tanecik veya kolloidal yapıda veya
bunların bir karışımı halinde olmasına bağlıdır.
Tamamen bastırılabilir özellikte olan maddelerin
süzülmesinde, basıncın arttırılmasıyla akım debisinin de artması, mutlak olarak
doğru değildir. Düşük basınçlardaki çalışmalarda, basıncın biraz
arttırılmasıyla süzüntü debisi azalır. Basıncın arttırılmasına devam edilecek
olursa bu iki faktör, birbirlerine eşit olma eğilimi gösterir ve belirli bir
optimum basınçta süzüntü debisi azalır. Açıkça görüldüğü gibi, süzme işlemi
optimum basıncın altındaki bir basınçta yapılmalıdır.
Filtre Yardımcı
Maddeleri
Süzme sırasında güçlükler gösteren maddeler için, çok sayıda
filtre yardımcı maddeleri kullanılır. Filtre yardımcı maddeleri sert yapılı,
çok ince öğütülmüş, sağlam katı parçacıklardır ve bastırılamaz bir özelliğe
sahiptirler. Bugün için endüstride kullanılan en önemli filtre yardımcı
maddeleri kizelgur veya diatome toprağıdır. Bunlar denizlerde yaşayan ve
diatomlar diye adlandırılan çok ufak organizmaların silisli iskeletlerinden
oluşmuşlardır; iskeletler hemen hemen saf silisyum dioksittir, çok ufak
tanecikler halindedir, son derece kompleks bir yapı gösterirler ve kolloidlerin
absorblanmasını sağlayan çok geniş yüzeylere sahiptirler. Topraktan yumuşak
kayalar halinde çıkarılır ve filtre yardımcı maddesi olarak kullanılmak
amacıyla toz haline getirilirler. Bir kısım diatomlu topraklar, kolloidleri
absorblama güçlerini arttırmak amacıyla özel işlemlere tabi tutulurlar.
Çok büyük absorblama yüzeyine ve sağlam bir yapıya sahip
olmaları nedeniyle oldukça etkili bir filtre yardımcı maddesidir. Ayrıca,
tanecik yapısı ve bastırılamaz özelliğe sahip bir maddenin bastırılabilir bir
madde (bulamaç, çökelti veya çamur yapısı gösteren) içerisine katılmasıyla da
faydalı sonuçlar alınır. (çöktürülmüş kalsiyum karbonat veya bir kristalize
çökelti kullanılabilir).
Filtre yardımcı maddeleri üç yönteme göre kullanılabilirler.
Birincisi, filtre yüzeyinin bu maddelerle önceden kaplanması veya süzülecek
madde filtreye pompalanmadan önce, filtre yüzeyinde bu maddelerin ince bir
tabakasını meydana getirmektir. Bu şekildeki bir ön işlem, süzülecek maddede
bulunan kolloid parçacıklarının süzgeç bezinin veya filtre levhasının
gözenekleri içerisine girmesini ve dolayısıyla süzgeç direncini yükselmesini
önler, süzme sonunda kekin uzaklaştırılmasını kolaylaştırır. Süzme işlemi,
süzgeç bezi veya filtre levhasından daha çok bu filtre yardımcı maddesi
tarafından yapılır. Bu metod daha çok, süzme, madde üretiminin son işlemi
olduğu yerlerde, bir kek meydana getiremeyecek kadar az olan bulanıklıkları
gidermek amacıyla uygulanır.
İkinci yöntemde filtre, yardımcı maddesi, belirli bir yüzde
oranında, süzülecek maddeyle iyi bir şekilde karıştırdıktan sonra, filtreye
pompalanır.
Filtre yardımcı maddelerinin varlığı, filtre yüzeyine
oturacak çökeltinin geçirgenliğini arttırır, bastırılabilmesini azaltır ve
süzme işlemi sırasında kek direncinin artmasını önler.
Filtre yardımcı maddelerinin kullanılışındaki üçüncü metot,
önceden özel olarak bu yardımcı maddelerle örtülmüş filtrelerin
kullanılmasıdır. Bu metot, daha çok vakum altında çalışan, döner silindirik
filtrelerde uygulanır. Filtre yardımcı
maddesi ve sudan oluşan bir karışım, filtre üzerinde 5 cm veya daha fazla
kalınlıkta bir tabaka meydana gelinceye kadar, filtreye pompalanır. Bundan
sonra süzülmesi istenilen madde filtreye beslenir. Kazıyıcı bıçak iyi bir
şekilde ayarlanarak, çökelen maddenin hepsini ve filtre yardımcı maddesinin çok
ince bir tabakasını (her dönüşte 0.01-0.005 mm) kazıyarak filtreden alır.
Kazıyıcı bıçak otomatik mikrometreye sahiptir ve filtre yardımcı maddesine ait
olan tabaka tükeninceye kadar ilerlemesine devam eder. Bundan sonra süzme
işlemi durdurulur, yeniden bir filtre yardımcı tabakası meydana getirilmesi
işlemi yapılır. Böyle bir işlem için bir saatlik bir çalışma yeterli olduğu
halde, tabakanın dayanma süresi bir gün ile birkaç hafta arasında değişir. Bu yöntem, bir tabaka oluşturamayan, fakat
filtre yüzeyinden uzaklaştırılmak istenilen, jelatin yapısında veya yapışkan
çökeltilerin süzülmesi için kullanılır.
Filtre yardımcı maddelerinin özellikleri bu yöntemin
kullanışını sınırlar; yöntem, sadece kekin gereksiz olduğu durumlar için
uygundur. Filtre yardımcı maddesinden çökeltinin ayrılması, ancak kimyasal
yöntemlerle yapılabilir.
GERİ (proje çalışmaları)